
August 8, 2024 in Advisory Notes
Operational Analytics and Data Driven Maintenance (DDM)
Mould plays an important role in the natural environment as a break-down mechanism for dead organic matter. In the built environment, it is an unwante...
May 24, 2018
Condensing water heaters or boilers are now commonly specified for their higher efficiency, both for new installations and as plant replacements. However, their design, installation and operation need to be carefully considered for trouble-free operation and to ensure the expected service life.
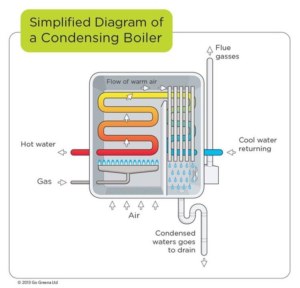
Condensing boilers achieve higher efficiency by using the waste heat in flue gases to pre-heat the water entering the boiler. In doing this they also emit significantly less Carbon Monoxide and Sulphur Dioxide than comparable atmospheric boilers. Typical efficiencies of 90%+ are achieved compared with 70 – 80% for conventional heaters. Heat is recovered using extra large heat exchangers within the boiler; these maximise heat transfer from the burner and recover useful heat which would normally be lost with the flue gases. Gas usage reductions of 15 – 30% are possible compared to standard type water heaters.
Heat exchangers are a critical component of a condensing heater. Aluminium is a common choice of material, however, care should be taken to ensure that the heating hot water treatment regimen is compatible. Stainless steel heat exchangers should be specified where possible.
Some heaters feature multiple burners and multiple heat exchangers. Whilst this provides redundancy, it should be noted that if any part of the interconnected heat exchanger assembly fails, the entire heater is inoperable. Also the additional cost involved in maintaining a multi-burner heater should be taken into consideration at selection stage.
Heating hot water system temperatures are frequently lowered in an attempt to lower energy consumption. Existing systems are often not designed to operate at lower temperatures and care must be taken with this initiative to avoid unwanted outcomes. It is important to check that the proposed heater is capable of operating properly at the lower condition.
 Condensing heater flue gases are acidic with a typical pH range between 3.5 and 6. They are also relatively low temperature (30-50oC) and, as such, pluming can be a problem as the gases do not have the natural buoyancy of higher temperature flue emissions. This creates a corrosion concern, and so flue construction and location are particularly important.
Condensing heater flue gases are acidic with a typical pH range between 3.5 and 6. They are also relatively low temperature (30-50oC) and, as such, pluming can be a problem as the gases do not have the natural buoyancy of higher temperature flue emissions. This creates a corrosion concern, and so flue construction and location are particularly important.
Flues should be constructed from stainless steel, aluminium or plastic, ideally using a kit provided by the heater manufacturer. These should be designed and located to minimise corrosion risk from pluming e.g. extended to free air and away from potential cool condensing surfaces. Ideally flue joints should be male/female, with the male component downward to facilitate condensate drain down inside the flue to the heater catchment and then to drain rather than leaking. Standard jointed spiral duct should not be used. Conventional gas flue terminal ends, even in stainless steel, are not suitable for condensing units, as condensation tends to occur on the outer ring which drips off causing corrosion. Open ended (reverse cone) or manufacturer terminal units should be used; manufacturer units normally direct condensate into the flue.
A drain line is required for condensate produced during operation. A condensate neutralising trap should be installed in this line to treat the corrosive condensate before discharge to drain. Preferred units are plastic enclosures with a medium of marble or limestone granules. Ideally, there should be a downstream sampling point for testing the pH of the discharge and the unit needs to be accessible for servicing. Drains should be in plastic to the point of connection of the neutralising unit. Leakage should be avoided as corrosive damage to metal roofs and concrete floors can occur quickly.
The ‘dry’ combustion side of the heat exchanger requires oxidised deposits to be brushed off and then cleaned away. If this is not regularly carried out, deposits will block the neutralising trap and cause condensate build up in the heater. This will ultimately result in ignition failure (nuisance tripping) and corrosion of the unit.
On the ‘water side’ of the heat exchanger, the water treatment regime should comply with the manufacturer’s specification and typically result in the maintenance of a neutral pH. Excessive alkalinity is a threat to aluminium heat exchangers and will result in pin-hole failures that will render the heater inoperable.
In general, the heater manufacturer’s installation, maintenance and operating instructions should be closely adhered to and all relevant regulatory requirements complied with.
download pdf




August 8, 2024 in Advisory Notes
Mould plays an important role in the natural environment as a break-down mechanism for dead organic matter. In the built environment, it is an unwante...

June 24, 2024 in Advisory Notes
Mould plays an important role in the natural environment as a break-down mechanism for dead organic matter. In the built environment, it is an unwante...

April 30, 2024 in Advisory Notes
A lot has changed since A.G. Coombs released our first Advisory Note on heat pumps back in 2018. Increasingly, asset owners are no longer asking if he...

March 12, 2024 in Advisory Notes
Building owners and facility managers often don’t have access to a full set of accurate documentation for of their buildings to support effective an...